



Технология резания алмазной проволоки также известна как технология абразивной резки консолидации. Это использование метода гальванизации или связывания смолы алмазного абразивного консолидированного на поверхности стальной проволоки, алмазная проволока непосредственно действует на поверхность кремниевого стержня или кремниевого слитка для получения шлифования, для достижения эффекта резки. Резка с бриллиантовым проводом имеет характеристики быстрой скорости резки, высокой точности резки и низкой потери материала.
В настоящее время рынок монокристаллов для режущей кремниевой пластины с бриллиантовым проводом был полностью принят, но он также столкнулся в процессе продвижения, среди которых бархатный белый - наиболее распространенной проблемой. Ввиду этого, эта статья посвящена тому, как предотвратить монокристаллический кремниевый кремниевый банкнот для режущей проволоки.
Процесс очистки монокристаллической кремниевой пластины с помощью алмазного проволоки состоит в том, чтобы удалить кремниевую пластину, разрезанную с помощью проволочной пилотой инструмента с смолы, снять резиновую полосу и очистить кремниевую пластину. Оборудование для очистки представляет собой в основном предварительную машину (Degumbing Machine) и чистящая машина. Основным процессом очистки машины предварительной очистки является: кормление с пропрей-сплайс-ультразоническим чистком-дегуммированием, проводящего промокание водного полоскания. Основным процессом очистки чистящей машины является: вода для полоскания для полоскания воды для промывания воды для промывки для промывки для мытья точка для мытья точка для промывки водой-панель
Принцип моднокристаллического бархатного изготовления
Монокристаллическая кремниевая пластина является характеристикой анизотропной коррозии монокристаллической кремниевой пластины. Принцип реакции - следующее уравнение химической реакции:
Si + 2naOH + H2O = NA2SIO3 + 2H2 ↑
По сути, процесс образования замшей: раствор NAOH для различной скорости коррозии различной поверхности кристаллической поверхности, (100) скорости поверхностной коррозии, чем (111), поэтому (100) к монокристаллической кремниевой пластине после анизотропной коррозии, в конечном итоге образованной на поверхности для для поверхности (111) четырехсторонний конус, а именно «пирамида» (как показано на рисунке 1). После образования структуры, когда свет приходит к наклону пирамиды под определенным углом, свет будет отражаться на склоне под другим углом, образуя вторичное или более поглощение, что снижает отражательную способность на поверхности кремниевой пластины , то есть эффект легкой ловушки (см. Рисунок 2). Чем лучше размер и однородность структуры «пирамиды», тем более очевиден эффект ловушки и тем ниже эмитрат поверхности кремниевой пластины.
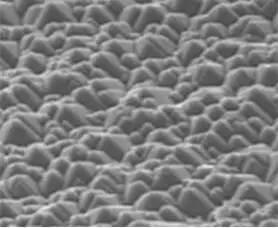
Рисунок 1: Микроморфология монокристаллической кремниевой пластины после продукции щелочка
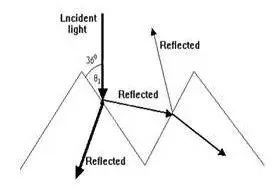
Рисунок 2: Принцип световой ловушки структуры «пирамиды»
Анализ монокристаллического отбеливания
Сканирующим электронным микроскопом на белой кремниевой пластине было обнаружено, что микроструктура пирамиды белой пластины в области в основном не была образована, и поверхность, по -видимому, имеет слой «воскового» остатка, в то время как пирамида В белой области той же кремниевой пластины было сформировано лучше (см. Рисунок 3). Если на поверхности монокристаллической кремниевой пластины есть остатки, поверхность будет иметь остаточную площадь «пирамида Площадь с высокой отражательной способностью по сравнению с нормальной площадью в визуальном виде, отраженной как белый. Как видно из формы распределения белой области, это не обычная или обычная форма в большой площади, а только в местных районах. Должно быть, местные загрязняющие вещества на поверхности кремниевой пластины не были очищены, или поверхностная ситуация кремниевой пластины вызвана вторичным загрязнением.
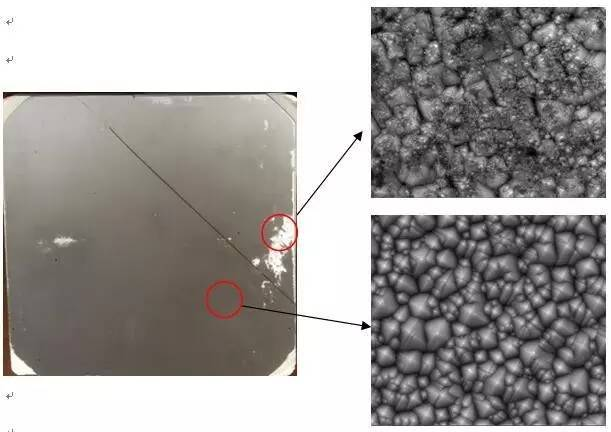
Рисунок 3: Сравнение региональных различий в микроструктуре в бархатных белых кремниевых пластинах
Поверхность кремниевой пластины с режущей проводной проволокой является более плавной, а повреждение меньше (как показано на рисунке 4). По сравнению с раствором кремниевой пластины скорость реакции щелочи и поверхность кремниевой пластины алмазной проволоки медленнее, чем у монокристаллической кремниевой пластины раствора режущего раствора, поэтому влияние поверхностных остатков на эффект бархата более очевиден.
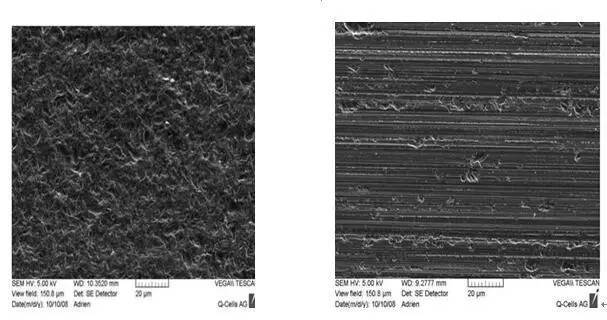
Рисунок 4: (а) Поверхностная микрофотография раствора кремниевой пластин
Основной остаточный источник поверхности кремниевой пластины алмазной проволоки
(1) Охлаждающая жидкость: Основными компонентами охлаждающей жидкости для резки алмаза являются поверхностно -активное вещество, диспергатор, клевета и вода и другие компоненты. Режущая жидкость с отличной производительностью имеет хорошую подвеску, дисперсию и легкую очистку. Серванткогольные вещества обычно обладают лучшими гидрофильными свойствами, которые легко очистить в процессе очистки кремния. Непрерывное перемешивание и циркуляция этих добавок в воде будут производить большое количество пены, что приведет к уменьшению потока охлаждающей жидкости, что влияет на производительность охлаждения, а также серьезные проблемы с переполнением пены и даже пены, что серьезно повлияет на использование. Следовательно, охлаждающая жидкость обычно используется с агентом обморожения. Чтобы обеспечить производительность усовершенствования, традиционный силикон и полиэфир, как правило, плохие гидрофильные. Растворитель в воде очень легко адсорбировать и оставаться на поверхности кремниевой пластины в последующей очистке, что приводит к проблеме белого пятна. И не очень хорошо совместим с основными компонентами охлаждающей жидко Использование и дозировка антифоамских агентов, могут легко допустить передозировку агентов, что приводит к увеличению остатков поверхности кремниевой пластины, а также более неудобно работать, однако из -за низкой цены сырья и агента дефуации сырой Следовательно, материалы, большая часть домашней охлаждающей жидкости использует эту систему формул; Другая охлаждающая жидкость использует новый агент для обморожения, может быть хорошо совместима с основными компонентами, без добавок, может эффективно и количественно контролировать его количество, может эффективно предотвратить чрезмерное использование, упражнения также очень удобны для выполнения, с правильным процессом очистки, его Остатки можно контролировать до очень низких уровней, в Японии, и несколько внутренних производителей применяют эту систему формул, однако из -за высокой стоимости сырья, ее ценовое преимущество не очевидно.
(2) Версия клей и смолы: на более поздней стадии процесса разрезания алмазного провода кремниевая пластина возле входящего конца была прорезана заранее, кремниевая пластина на выпускном конце еще не прорезана, ранний бриллиант Провод начал разрезаться до резинового слоя и смолы, поскольку кремниевый клей стержня и плата смолы являются продуктами эпоксидной смолы, его точка смягчения в основном находится между 55 и 95 ℃, если точка смягчения резинового слоя или смолу пластина низкая, она может легко нагреться во время процесса резки и привести к тому, что она становится мягкой и таяльной, прикрепленной к стальной проволоке и кремниевой поверхности пластины, приводит к уменьшению способности режущей линии алмаза, или кремниевые пластины получают Окрашенное смолой, когда прикреплено, очень трудно смыть, такое загрязнение в основном происходит вблизи края кремниевой пластины.
(3) Силиконовый порошок: в процессе резки из алмазной проволоки будет производиться много кремниевого порошка, с резкой, содержание минометной охлаждающей жидко А алмазная проволочная резка из кремниевого порошка и размер и размер приводит к его облегчению адсорбции на кремниевой поверхности, что затрудняет очистку. Поэтому убедитесь, что обновление и качество охлаждающей жидкости и уменьшите содержание порошка в охлаждающей жидкости.
(4) Чистящий агент: текущее использование производителей режущего алмазного провода, в основном с использованием резки раствора, одновременно, в основном используйте предварительную промывку раствор, процесс очистки и чистящий агент и т. Д., Технология резания одностороннего провода из механизма резки, образуйте Полный набор линии, охлаждающей жидкости и раствора имеет большую разницу, поэтому соответствующий процесс очистки, дозировка чистящего агента, формула и т. Д. Для резки алмаза, выполняет соответствующую регулировку. Чистящий агент является важным аспектом, первоначальный чистящий агент Формула поверхностно -активное вещество, щелочность не подходит для очистки кремниевой пластины для очистки алмазного провода, должна быть для поверхности алмазного проволочного пластины, состава и поверхностных остатков целевого чистящего агента и взять с собой с процесс очистки. Как упомянуто выше, состав агента дефорации не требуется при разрезании раствора.
(5) Вода: резак с бриллиантовым проводом, предварительная промывка и очистка вода из перелива содержит примеси, она может быть адсорбирована на поверхности кремниевой пластины.
Уменьшите проблему сделать бархатные волосы белые предложения
(1) использование охлаждающей жидкости с хорошей дисперсией, и охлаждающая жидкость необходима для использования агента дефорации с низким разрешением, чтобы уменьшить остаток компонентов охлаждающей жидкости на поверхности кремниевой пластины;
(2) использовать подходящий клей и смола, чтобы уменьшить загрязнение кремниевой пластины;
(3) охлаждающая жидкость разбавляется чистой водой, чтобы убедиться, что в используемой воде не было легких остаточных примесей;
(4) для поверхности кремниевой пластины с разрезом алмазной проволоки, активности использования и эффекта очистки более подходящего чистящего средства;
(5) Используйте систему восстановления онлайн -охлаждающей жидкости с бриллиантами, чтобы уменьшить содержание кремниевого порошка в процессе резки, чтобы эффективно контролировать остаток кремниевого порошка на поверхности кремния пластины. В то же время это может также увеличить улучшение температуры воды, потока и времени в предварительной промывании, чтобы обеспечить промывание кремниевого порошка во времени
(6) Как только кремниевая пластина помещается на чистящий стол, ее необходимо немедленно обрабатывать и сохранить кремниевую пластину в течение всего процесса очистки.
(7) Кремниевая пластина держит поверхность влажной в процессе дегуммирования и не может высохнуть естественным путем. (8) В процессе очистки кремниевой пластины время, выявленное в воздухе, может быть уменьшено как можно дальше, чтобы предотвратить производство цветов на поверхности кремниевой пластины.
(9) Чистящий персонал не должен напрямую связываться с поверхностью кремниевой пластины в течение всего процесса очистки и должен носить резиновые перчатки, чтобы не производить печать отпечатков пальцев.
(10) В ссылке [2] в конце аккумулятора используется процесс очистки NaOH в NaOH, который в соответствии с объемным соотношением 1:26 (раствор NAOH), что может эффективно снизить возникновение проблемы. Его принцип похож на чистящий раствор SC1 (обычно известный как жидкость 1) полупроводниковой кремниевой пластины. Его основной механизм: окислительная пленка на кремниевой поверхности пластины образуется путем окисления H2O2, который коррозируется NaOH, а окисление и коррозия возникают неоднократно. Следовательно, частицы, прикрепленные к кремниевой порошке, смоле, металлу и т. Д.), Также попадают в чистящую жидкость с коррозионным слоем; Из -за окисления H2O2 органическое вещество на поверхности пластины разлагается на CO2, H2O и удаляется. Этот процесс очистки представлял собой производители кремниевой пластины, используя этот процесс для обработки очистки монокристаллической силиконовой пластины с бриллиантовыми проволоками, кремниевой пластины в домашнем и тайваньском и других производителях батарей, использующих бланки с жалобами на бархатную белую. Существуют также производители батареи, использовали аналогичный процесс предварительной очистки бархата, а также эффективно управляют внешним видом бархатного белого. Можно видеть, что этот процесс очистки добавляется в процесс очистки кремния для устранения остатка кремниевой пластины, чтобы эффективно решить проблему седых волос на конце батареи.
заключение
В настоящее время резак с бриллиантовым проводом стала основной технологией обработки в области монокристаллической резки, но в процессе продвижения проблемы создания бархатного белого вызывает беспокойство кремниевого пластина и производителей аккумуляторов, что приводит к производителям аккумуляторов к режущему кремниеку с бриллиантовым проводом кремние У пластины есть некоторое сопротивление. Благодаря сравнительному анализу белой области, он в основном вызван остатком на поверхности кремниевой пластины. Чтобы лучше предотвратить проблему кремниевой пластины в клетке, в этой статье анализируются возможные источники поверхностного загрязнения кремниевой пластины, а также предложения по улучшению и меры в производстве. Согласно числу, области и форме белых пятен, причины могут быть проанализированы и улучшены. Особенно рекомендуется использовать процесс очистки перекиси водорода + щелочи. Успешный опыт доказал, что он может эффективно предотвратить проблему режущей кремниевой пластины алмазной проволоки, создавая бархатный отбеливание, для ссылки инсайдеров и производителей общей отрасли.
Время публикации: май-30-2024